
Page 16 - Ingeniantes 521 interactivo
P. 16
Revista Ingeniantes 2018 Año 5 No. 2 Vol. 1
automotriz y aeroespacial; los modelos matemáticos Las probetas de aluminio 6061 tienen una densidad de
obtenidos fueron satisfactorios [1]. En otro estudio se 2.70 g/cm3 y una pulgada de diámetro. La composi-
obtuvo un modelo no lineal para predecir la rugosidad ción química del material es la mostrada en la tabla 1.
superficial sobre un compuesto de aluminio reforzado;
los resultados obtenidos son cercanos a los resulta- Tabla 1. Composición química del aluminio 6061
dos experimentales [2]. En otra investigación, se usó un
diseño Taguchi para predecir la rugosidad superficial y Se realizaron 6 corridas de 10 probetas cada una, seg-
la velocidad de corte del alambre sobre un material de mentando el experimento en dos grupos: en el primero
diamante policristalino; los resultados mostraron que varió la tensión mecánica del hilo (WB); en el segundo,
cuando se incrementa la velocidad de corte a 4.7mm/ la velocidad de alimentación del hilo (WS). Los pará-
min, no se afecta drásticamente a la rugosidad super- metros constantes son: tensión de mecanizado (V),
ficial [3]. Asimismo, un arreglo ortogonal Taguchi fue polaridad, duración del impulso (A), tiempo entre dos
utilizado para obtener un modelo matemático predictor impulsiones (B), velocidad máxima de avance (S), ten-
de la rugosidad superficial y velocidad de corte sobre sión media de referencia de servo control (Aj), tiempo
una aleación de aluminio 5083 [4]. Una técnica de op- de impulsión corta (Tac), corriente de impulsión de en-
timización multi-respuesta fue usada para modelar el cendido (IAL) y estrategia (ST).
comportamiento de la rugosidad superficial y la tasa Para el desarrollo de esta investigación, en una máqui-
de remoción de material en material de titanio puro [5]. na de electroerosión por hilo (WEDM), se cortaron 60
En otro estudio, se utilizó la Metodología de Superficie probetas para analizar los datos y para determinar las
de Respuesta para modelar materiales con baja con- ecuaciones de regresión lineal de los datos. Una vez
ductividad eléctrica [6]. También, una red neuronal fue definidas las ecuaciones, se procedió a comprobar
diseñada para predecir el comportamiento de la ru- que tienen un margen de error inferior al 15%.
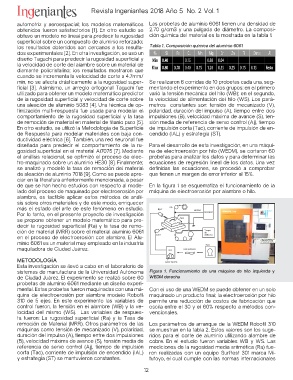
gosidad superficial en el material Al7075 [7]. Mediante En la figura 1 se esquematiza el funcionamiento de la
el análisis relacional, se optimizó el proceso de elec- máquina de electroerosión por alambre o hilo.
tro-maquinado sobre un aluminio HE30 [8]. Finalmente;
se analizó y modeló la tasa de remoción del material
de aleación de aluminio 7018 [9]. Como se puede apre-
ciar en la literatura anteriormente mencionada, a pesar
de que se han hecho estudios con respecto al mode-
lado del proceso de maquinado por electroerosión por
alambre, es factible aplicar estos métodos de análi-
sis sobre otros materiales y de este modo, enriquecer
más el estado del arte de este fenómeno en estudio.
Por lo tanto, en el presente proyecto de investigación
se propone obtener un modelo matemático para pre-
decir la rugosidad superficial (Ra) y la tasa de remo-
ción de material (MRR) sobre el material aluminio 6061
en el proceso de electroerosión con alambre. El Alu-
minio 6061 es un material muy empleado en la industria
maquiladora de Ciudad Juárez.
METODOLOGÍA Figura 1. Funcionamiento de una máquina de hilo izquierda y
Esta investigación se llevó a cabo en el laboratorio de WEDM derecha
sistemas de manufactura de la Universidad Autónoma
de Ciudad Juárez. El experimento se realizó sobre 60 Con el uso de una WEDM se puede obtener en un solo
probetas de aluminio 6061 mediante un diseño experi- maquinado un producto final; la electroerosión por hilo
mental. Estas probetas fueron maquinadas con una má- permite una reducción de costos de fabricación que
quina de electroerosión por alambre modelo Robofil oscila entre el 30 y el 60% respecto a métodos con-
310 de 5 ejes. En este experimento las variables de vencionales.
control fueron, la tensión en el alambre (WB) y la ve-
locidad del mismo (WS). Las variables de respues- Los parámetros de arranque de la WEDM Robofil 310
ta fueron: La rugosidad superficial (Ra) y la Tasa de se muestran en la tabla 2. Estos valores son los suge-
remoción de Material (MRR). Otros parámetros de las ridos para el corte de aluminio utilizando alambre de
máquinas como tensión de mecanizado (V), polaridad, cobre. En el estudio fueron variables WB y WS. Las
duración del impulso (A), tiempo entre dos impulsiones mediciones de la rugosidad media aritmética (Ra) fue-
(B), velocidad máxima de avance (S), tensión media de ron realizadas con un equipo Surftest 301 marca Mi-
referencia de servo control (Aj), tiempo de impulsión tutoyo, el cual cumple con las normas internacionales
corta (Tac), corriente de impulsión de encendido (IAL)
y estrategia (ST) se mantuvieron constantes.
12