
Page 17 - Ingeniantes 521 interactivo
P. 17
Revista Ingeniantes 2018 Año 5 No.2 Vol.1
DIN, ISO, ANSI y JIS. Finalmente, la tasa de remoción Tabla 4. Ra y MRR cuando WS=13 m/min, WS=9 m/min y WS=5
de material es medida en mm3/min. m/min
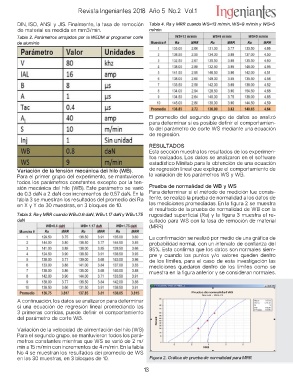
Tabla 2. Parámetros arrojados por la WEDM al programar corte
de aluminio
El promedio del segundo grupo de datos se analizó
para determinar si es posible definir el comportamien-
to del parámetro de corte WS mediante una ecuación
de regresión.
Variación de la tensión mecánica del hilo (WB). RESULTADOS
Para el primer grupo del experimento, se mantuvieron Esta sección muestra los resultados de los experimen-
todos los parámetros constantes excepto por la ten- tos realizados. Los datos se analizaron en el software
sión mecánica del hilo (WB). Este parámetro se varió estadístico Minitab para la obtención de una ecuación
de 0.3 daN a 2 daN con incrementos de 0.57 daN. En la de regresión líneal que explique el comportamiento de
tabla 3 se muestran los resultados del promedio del Ra la variación de los parámetros WS y WB.
en X y Y de 30 muestras, en 3 bloques de 10. Prueba de normalidad de WB y WS
Para determinar si el método de medición fue consis-
Tabla 3. Ra y MRR cuando WB=0.6 daN, WB=1.17 daN y WB=1.75 tente, se realizó la prueba de normalidad a los datos de
daN las mediciones promediadas. En la figura 2 se muestra
el resultado de la prueba de normalidad de WB con la
rugosidad superficial (Ra) y la figura 3 muestra el re-
sultado para WS con la tasa de remoción de material
(MRR)
La confirmación se realizó por medio de una gráfica de
probabilidad normal, con un intervalo de confianza del
95%. Esta confirma que los datos son normales siem-
pre y cuando los puntos y/o valores queden dentro
de los límites, para el caso de esta investigación las
mediciones quedaron dentro de los límites como se
muestra en la figura anterior y se consideran normales.
A continuación, los datos se analizaron para determinar
si una ecuación de regresión lineal promediando las
3 primeras corridas, puede definir el comportamiento
del parámetro de corte WB.
Variación de la velocidad de alimentación del hilo (WS) Figura 2. Gráfica de prueba de normalidad para MRR
Para el segundo grupo, se mantuvieron todos los pará-
metros constantes mientras que WS se varió de 2 m/
min a 15 m/min con incrementos de 4 m/min. En la tabla
No 4 se muestran los resultados del promedio de WS
en las 30 muestras, en 3 bloques de 10.
13