
Page 17 - Ingeniantes Misantla 711
P. 17
Revista Ingeniantes 2020 Año 7 No. 1 Vol. 1
Tabla 1. Medidas tomadas para corregir las causas.
# Hallazgo Acción a
Tarea
No existe un implementar
1 método
establecido Desarrollar un
2 para ajuste de
3 parámetros procedimiento
4 (temperatura y
presión documentado que
inadecuada).
establezca las
condiciones
adecuadas de
operación del macetón
grande para la
máquina,
estableciendo los
parámetros idóneos
para la operación de la
máquina.
Figura 4. Gráfica P No se realiza Realizar
mantenimiento
Fase 3: Analizar a la máquina. mantenimiento a la
Para identificar las posibles causas del problema que
se presenta en la elaboración de los Macetones Gran- máquina y programar
des se utiliza una lluvia de ideas en conjunto con el
personal de la planta que está frente al proceso y se los planes de
obtienen las siguientes posibles causas:
• No existe un método establecido para ajustes de pa- mantenimiento de los
rámetros.
• Utilización de materia prima de diferentes marcas. equipos.
• No se le realiza mantenimiento a la maquinaria.
• Falta de compromiso del personal. Mal control en Definir un instructivo
• Mal control en la utilización de material molido. la utilización
• Variación del voltaje de la máquina. del material para el adecuado uso
• Los operarios no saben ajustar la máquina. molido.
• Molde mal ajustado. y control el material
• Temperatura y presión inadecuada.
• Falta de lubricación al molde. molido a utilizar en el
• Falla en el Sistema de Enfriamiento (Chiller).
Para analizar cuáles de las posibles causas son más proceso.
importantes, se representan en un diagrama causa -
efecto (ver Figura 5), y posteriormente se proponen Los operarios Capacitar al personal
medidas para corregir las causas más potenciales
mostradas en la Tabla 1. no saben en base a los
ajustar la lineamientos
máquina. establecidos en el
procedimiento de
operación de la
máquina.
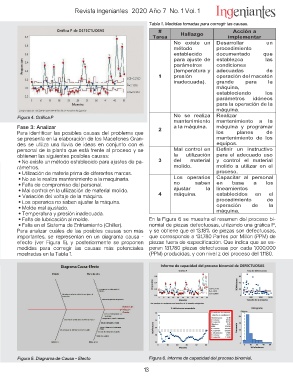
En la Figura 6 se muestra el resumen del proceso bi-
nToambliaal1d. eMpedieizdaassdtoemfeacdtuaosspasa,rautciliozrarnedgoirulanas cgaráufsicaas P,
y se obtiene que el 13.18% de piezas son defectuosas,
que corresponde a 131,780 Partes por Millón (PPM) de
piezas fuera de especificación. Que indica que se es-
peran 131,780 piezas defectuosas por cada 1,000,000
(PPM) producidas, y con nivel z del proceso del 1.1180.
Figura 5. Diagrama de Causa – Efecto Figura 6. Informe de capacidad del proceso binomial.
13