
Page 12 - Ingeniantes Edicion especial 522 Interactiva
P. 12
Revista Ingeniantes 2018 Año 5 No. 2 Vol. 2
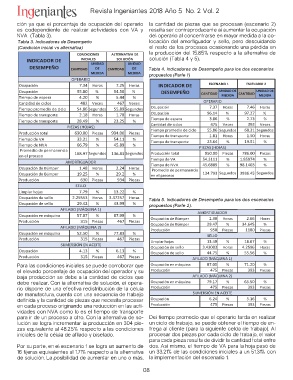
ción ya que el porcentaje de ocupación del operario la cantidad de piezas que se procesan (escenario 2)
es codependiente de realizar actividades con VA y resulta ser contraproducente al aumentar la ocupación
NVA (Tabla 3). del operario al concentrarse en mayor medida a la co-
locación del amortiguador y sello, pero descuidando
Tabla 3. Indicadores de Desempeño el resto de los procesos ocasionando una pérdida en
(Condición inicial vs alternativa) la producción del 15.85% respecto a la alternativa de
solución (Tabla 4 y 5).
INDICADOR DE CONDICIONES ALTERNATIVA DE
DESEMPEÑO INICIALES SOLUCIÓN Tabla 4. Indicadores de Desempeño para los dos escenarios
UNIDAD UNIDAD propuestos (Parte 1)
CANTIDAD DE CANTIDAD DE
MEDIDA MEDIDA
OPERARIO
Ocupación 7.34 Horas 7.25 Horas INDICADOR DE ESCENARIO 1 ESCENARIO 2
DESEMPEÑO
Ocupación 95.80 % 94.56 % UNIDAD DE UNIDAD DE
CANTIDAD MEDIDA CANTIDAD MEDIDA
Tiempo de espera 4.20 % 5.44 %
OPERARIO
Cantidad de ciclos 482 Veces 467 Veces
Ocupación 7.37 Horas 7.46 Horas
Tiempo promedio de ciclo 54.86 Segundos 55.89 Segundos
OTiceumpIpNacoDiódIneCeAspDeOraR DE 9E6S.C1E4NARIO%1 9E7S.C2E7NARIO%2
Tiempo de transporte 2.18 Horas 1.78 Horas 3.86 % 2.73 %
Tiempo de transporte 28.49 % 23.25 % CantidDadESdEeMcicPloEsÑO CANTID4A7D5 UNMVIDEeDAcIDeDsADE CANTID3A9D3 UNMVIDEeDAcIDeDsADE
PIEZAS (HOJAS) Tiempo promedio de ciclo OP5E5R.A86RIOSegundos 68.31 Segundos
Producción total 630.00 Piezas 934.00 Piezas OTiceumppacoiódne transporte 71..3871 HHoorraass 71..4560 HHoorraass
Tiempo de VA 33.21 % 54.11 % OTiceumppacoiódne transporte 9263..1644 %% 9179..2571 %%
Tiempo de NVA 66.79 % 45.89 % PIEZAS3.(8H6OJAS) %
Promedio de permanencia
en el proceso Tiempo de espera 2.73 %
168.97 Segundos 136.83 Segundos CParondtiudcacdiódnetcoitcalol s 9504.7050 PVieeczeass 7863.9030 PVieeczeass
AMORTIGUADOR TTiieemmppoo pdreoVmAedio de ciclo 545.351.8161 Segu%ndos 1.86589.3714 Segu%ndos
TTiieemmppoo ddee tNraVnAsporte 45.618.8819 Ho%ras 98.114.5003 Ho%ras
Ocupación de Búmper 1.48 Horas 2.24 Horas TePineromemlppeordodicoeedtsroeanpseprmoratenencia 13243.7.6943 Segu%ndos 391396.5415 Segu%ndos
Ocupación de Búmper 19.25 % 29.2 %
Producción 630 Piezas 934 Piezas TpTPTeOPOPariinrroeerccbooouupmmedldmppaluuuppaapeecc5ooccrccdsiio.ióóiddiótócoInneeonenndsddsVNdtoeeeoAVi(ctPpBBAaaeaúúldrrmmmtoeppraeeen2rrse).ndcieaADPMIeE145OsZ9453ARe5..42S36TSm0.E298179IL...(G0198534pLHUO0391007eOAñJSDAoeOPPSHgp)iiRuoee%%%anrzzaaradsassoslos19389.73d8.384o511662.s9416...7040846e5340605scSeePPHgniiuoeea%%%nrzzraaadisossoss
SELLO
Limpiar hojas 7.79 % 13.22 %
Ocupación de sello 2.25553 Horas 3.37257 Horas
Ocupación de sello 29.42 % 43.99 %
AFILADO (MÁQUINA 1) Limpiar hojas AMOR1T3I.G4U9ADOR% 18.67 %
344.522.565..46956566 HHoo%%rraass
Ocupación en màquina 57.07 % 87.99 % OOOOccccuuuuppppaaaacccciiiióóóónnnn ddddeeee BBsseeúúllmmllooppeerr AFILAD3.O4243(294M90...53478Á00753QUIPNHHioAoe%%rrz1aaa)sss Piezas
Producción 1180
Producción 315 Piezas 467 Piezas
AFILADO (MÁQUINA 2)
Ocupación en máquina 52.50 % 77.83 % Ocupación en màquina AAASUFFFIIIMLLLAAAEDD3DR.OOOS4184I78S3Ó(((E743679MMM40444NL......74078777210LÁÁÁOE55593555457QQQNUUUAIIIPPPPNNNHCiiiiEAAoAeeee%%%%%%IrzzzzT122aaaaaE)))sssss 71.20 %
Producción 315 Piezas 467 Piezas LPirmopduiacrchióonjas 183.6973 Pie%zas
Ocupación de sello 4.5625553..95956630 Horas
SUMERSIÓN EN ACEITE OPOrccouudppuaacccciióóiónnndeen smeállqouina Pie%%zas
Ocupación 4.13 % 6.13 % POPOrrccoouuddppuuaacccccciióióióónnnnen màquina
Producción 315 Piezas 467 Piezas
Para las condiciones iniciales se puede corroborar que 71533..92913036 PPiiee%%zzaass
el elevado porcentaje de ocupación del operador y su
baja producción se debe a la cantidad de ciclos que Ocupación en máquina 79.17 % 65.50 %
debe realizar. Con la alternativa de solución, el opera- Producción 475 Piezas 393 Piezas
rio dispone de una efectiva redistribución de la célula
de manufactura, cuenta con una secuencia de trabajo SUMERSIÓN EN ACEITE
definida y la cantidad de piezas que necesita procesar
en cada proceso originando una reducción en las acti- Ocupación 6.24 % 5.16 %
vidades con NVA como lo es el tiempo de transporte
para ir de un proceso a otro. Con la alternativa de so- Producción 475 Piezas 393 Piezas
lución se logra incrementar la producción en 304 pie-
zas equivalente al 48.25% respecto a las condiciones Del tiempo promedio que el operario tarda en realizar
iniciales de la célula de afilado y biselado. un ciclo de trabajo, se puede obtener el tiempo de en-
trega al cliente (para la siguiente celda de trabajo). Al
Por su parte, en el escenario 1 se logra un aumento de procesar dos piezas por cada ciclo de trabajo, el valor
16 tijeras equivalentes al 1.71% respecto a la alternativa para cada pieza resulta de dividir la cantidad total entre
de solución. La posibilidad de aumentar en uno o más, dos. Así mismo, el tiempo de VA para la hoja pasó de
un 33.21% de las condiciones iniciales a un 51.31% con
la implementación del escenario 1.
08