
Page 72 - Ingeniantes 621 interactivo
P. 72
Revista Ingeniantes 2019 Año 6 No. 2 Vol. 1
Capacidad de proceso de Mediciones 3. La empresa empezará a utilizar las diferentes herra-
mientas de Seis Sigma para comenzar a corregir fallas en
LIE O bjetiv o LSE otros productos y/o procesos.
P rocesar datos Dentro de Tabla 5T. aRbelsau6lt.aRdeossuGlteandeorsalGesendeerlaPlerosydeecltoProyecto
General Fuente: Elaboración Propia
LIE 14.45
O bjetiv o 14.5 C apacidad (dentro) del potencial
C p 2.74
LS E 14.55 C P L 2.74
C P U 2.74
M edida de la muestra 14.5 C pk 2.74
N úmero de muestra 50 CAPACIDAD DEL PROCESO
D esv .E st. (D entro) 0.0060719
D esv .E st. (G eneral) 0.0056381 ANTES (PRIMERA DESPUÉS (FASE DE
PRUEBA) MEJORA)
C apacidad general
Pp 2.96 Cp Cpk Pp Ppk Cp Cpk Pp Ppk
PPL 2.96 1.15 0.81 1.14 0.80 2.74 2.74 2.96 2.96
PPU 2.96
P pk 2.96
C pm 2.95
14.460 14.475 14.490 14.505 14.520 14.535 14.550 NIVEL SIGMA
D esempeño observ ado E xp. D entro del rendimiento E xp. Rendimiento general GROSOR ANTES (PRIMERA DESPUÉS (PRIMERA
P P M < LIE 0.00 P P M < LIE 0.00 P P M < LIE 0.00
P P M > LS E 0.00 P P M > LS E 0.00 P P M > LS E 0.00 EN EL PRUEBA). CAPACIDAD PRUEBA) CAPACIDAD
P P M Total 0.00 P P M Total 0.00 P P M Total 0.00 DIENTE GENERAL
DEL PROCESO DENTRO
DE LA DEL POTENCIAL
RUEDA
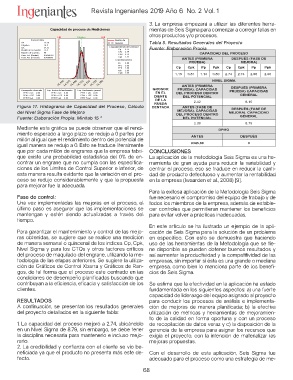
Figura 17. Histograma de Capacidad del Proceso, Cálculo 2.42 8.15
del Nivel Sigma Fase de Mejora DENTADA
Fuente: Elaboración Propia. Minitab 15 ® ANTES (FASE DE DESPUÉS (FASE DE
MEJORA). CAPACIDAD MEJORA). CAPACIDAD
DEL PROCESO DENTRO GENERAL
DEL POTENCIAL
Mediante esta gráfica se puede observar que el rendi- 2.39 8.79
miento esperado a largo plazo se redujo a 0 partes por
millón al igual que el rendimiento dentro del potencial de DPMO
igual manera se redujo a 0. Esto se traduce literalmente
que por cada millón de engranes que la empresa fabri- ANTES DESPUÉS
que existe una probabilidad estadística del 0% de en-
contrar un engrane que no cumpla con las especifica- 8345.60 0
ciones de los Límites de Control Superior e Inferior, de
esta manera resulta evidente que la variación en el pro- CONCLUSIONES
ceso se redujo considerablemente y que la propuesta La aplicación dFeuelantme:eEtoladbooloragcíaióSnePirsoSpiigama es una he-
para mejorar fue la adecuada. rramienta de gran ayuda para reducir la variabilidad y
centrar el proceso, eso se traduce en reducir la canti-
dad de producto defectuoso y aumentar la rentabilidad
en la empresa (Iwaarden et al., 2008) [9].
Fase de control: Para la exitosa aplicación de la Metodología Seis Sigma
Una vez implementadas las mejoras en el proceso, el fue necesario el compromiso del equipo de trabajo y de
último paso es asegurar que las implementaciones se todos los miembros de la empresa, además de estable-
mantengan y estén siendo actualizadas a través del cer controles que permitieran mantener los beneficios
tiempo. para evitar volver a prácticas inadecuadas.
Para garantizar el mantenimiento y control de las mejo- En este artículo se ha ilustrado un ejemplo de la apli-
ras obtenidas, se sugiere que se realice una medición cación de Seis Sigma para la solución de un problema
de manera semanal o quincenal de los índices Cp, Cpk, en específico. Con esto se demuestra que haciendo
Nivel Sigma y para los CTQs y otros factores críticos uso de las herramientas de la Metodología que se tie-
del proceso de maquilado del engrane, utilizando la me- ne disponible se pueden obtener buenos resultados y
todología de las etapas anteriores. Se sugiere la utiliza- así aumentar la productividad y la competitividad de las
ción de Gráficos de Control Xbarra y Gráficos de Ran- empresas, sin importar si ésta es una grande o mediana
gos, de tal forma que el proceso este centrado en las empresa, como bien lo menciona parte de los benefi-
condiciones de desempeño planificadas buscando que cios de Seis Sigma.
contribuyan a la eficiencia, eficacia y satisfacción de los
clientes. Se estima que la efectividad en la aplicación ha estado
fundamentada en los siguientes aspectos: a) una fuerte
RESULTADOS capacidad de liderazgo del equipo asignado al proyecto
A continuación, se presentan los resultados generales para conducir los procesos de análisis e implementa-
del proyecto detallados en la siguiente tabla: ción de mejoras de manera planificada; b) la efectiva
utilización de métricas y herramientas de mejoramien-
1. La capacidad del proceso mejoró a 2.74, ubicándolo to de la calidad en forma oportuna y con un proceso
en un Nivel Sigma de 8.79, sin embargo, se debe tener de recopilación de datos veraz y c) la disposición de la
la disciplina necesaria para mantenerlo e incluso mejo- gerencia de la empresa para asignar los recursos que
rarlo. exigía el proyecto, con la intención de materializar las
2. La credibilidad y confianza con el cliente se vio be- mejoras propuestas.
neficiada ya que el producto no presenta más este de-
fecto. Con el desarrollo de esta aplicación, Seis Sigma fue
adecuado para el proceso como una estrategia de me-
68