
Page 70 - Ingeniantes 621 interactivo
P. 70
Revista Ingeniantes 2019 Año 6 No. 2 Vol. 1
En base a la evidencia muestral y con un 95% de con- cial es de 2.42 haciendo referencia que este paráme-
fianza, se acepta la hipótesis nula y se infiere que los tro es para las 50 muestras tomadas al azar, mientras
datos obtenidos en las mediciones se comportan de que para la capacidad general es de 2.39 a largo plazo.
manera normal, según la prueba de Anderson – Darling
con valor p = 0.059. Capacidad de proceso de Mediciones
Para realizar el informe de la capacidad de proceso
fue necesario elaborar un histograma de capacidad. El LIE LSE
valor objetivo a alcanzar para el grosor de los dientes
era de 14.86 mm, más sin embargo, las mediciones ob- P rocesar datos Dentro de
tenidas al momento de realizar las pruebas arrojaron General
que los datos oscilaban entre 14.395 y 14.585 mm; lo LIE 14.3
cual quiere decir que se está muy lejos de alcanzar el
valor objetivo establecido por el software de diseño. O bjetiv o * C apacidad (dentro) del potencial
Esto pudiera deberse a las causas antes mencionadas
en el Diagrama de Pareto. Se estableció entonces dar LS E 14.6 Z.Bench 2.42
un Límite de Especificació}n Inferior de 14.3 mm y un
Límite de Especificación Superior de 14.6 mm, por lo M edida de la muestra 14.4948 Z.LI E 4.48
cual las mediciones que no estuvieran dentro de esos
Límites de Especificaciones serían consideradas como N úmero de muestra 50 Z.LS E 2.42
defectuosas.
D esv .E st. (D entro) 0.0434876 C pk 0.81
D esv .E st. (G eneral) 0.0439414
C apacidad general
Z.B ench 2.39
Z.LI E 4.43
Z.LS E 2.39
P pk 0.80
C pm *
14.32 14.36 14.40 14.44 14.48 14.52 14.56 14.60
D esempeño observ ado E xp. D entro del rendimiento E xp. Rendimiento general
P P M < LIE 0.00
P P M > LS E 0.00 P P M < LIE 3.73 P P M < LIE 4.63
P P M Total 0.00
P P M > LS E 7789.72 P P M > LS E 8340.97
P P M Total 7793.46 P P M Total 8345.60
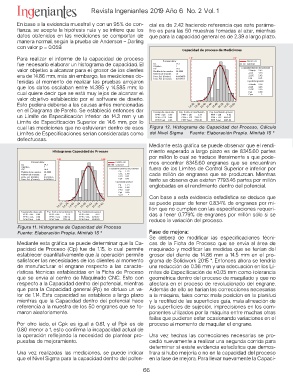
Figura 12. Histograma de Capacidad del Proceso, Cálculo
del Nivel Sigma Fuente: Elaboración Propia. Minitab 15 ®
Histograma Capacidad de Proceso Mediante esta gráfica se puede observar que el rendi-
miento esperado a largo plazo es de 8345.60 partes
LIE LSE por millón lo cual se traduce literalmente a que pode-
mos encontrar 8345.60 engranes que se encuentran
P rocesar datos Dentro de fuera de los Límites de Control Superior e Inferior por
General cada millón de engranes que se produzcan. Mientras
LIE 14.3 tanto se observa que existen 7793.46 partes por millón
englobadas en el rendimiento dentro del potencial.
O bjetiv o * C apacidad (dentro) del potencial Con base a esta evidencia estadística se deduce que
C p 1.15 se puede pasar de tener 0.834% de engranes por mi-
LS E 14.6 C P L 1.49 llón que no cumplen con las especificaciones requeri-
C P U 0.81 das a tener 0.779% de engranes por millón sólo si se
M edida de la muestra 14.4948 C pk 0.81 reduce la variación del proceso.
Fase de mejora:
N úmero de muestra 50 Se deberá de modificar las especificaciones técni-
cas de la Ficha de Proceso que se envía al área de
D esv .E st. (D entro) 0.0434876 maquinado y modificar las medidas que se tenían del
grosor del diente de 14.86 mm a 14.5 mm en el pro-
D esv .E st. (G eneral) 0.0439414 grama de Solidwork 2015 ®. Entonces ahora se tendría
una reducción de 0.36 mm y una adecuación en los Lí-
C apacidad general mites de Especificación de ±0.05 mm como tolerancia
geométrica dentro del proceso de maquilado y que no
Pp 1.14 afectara en el proceso de revolucionado del engrane.
PPL 1.48 Además de ello se harían las correcciones necesarias
a la máquina, tales como: mala posición en la planitud
PPU 0.80 y la rectitud de las superficies guía, mala alineación de
las superficies de sujeción, imprecisiones en los com-
P pk 0.80 ponentes utilizados por la máquina entre muchas otras
C pm * fallas que pudieran estar ocasionando variaciones en el
proceso al momento de maquilar el engrane.
14.32 14.36 14.40 14.44 14.48 14.52 14.56 14.60 Una vez hechas las correcciones necesarias se pro-
cedió nuevamente a realizar una segunda corrida para
D esempeño observ ado E xp. D entro del rendimiento E xp. Rendimiento general determinar si existe evidencia estadística que demos-
P P M < LIE 0.00 trara si hubo mejoría o no en la capacidad del proceso
P P M > LS E 0.00 P P M < LIE 3.73 P P M < LIE 4.63 en la fase de mejora. Para llevar nuevamente la Capaci-
P P M Total 0.00
P P M > LS E 7789.72 P P M > LS E 8340.97
P P M Total 7793.46 P P M Total 8345.60
Figura 11. Histograma de Capacidad del Proceso
Fuente: Elaboración Propia. Minitab 15 ®
Mediante esta gráfica se puede determinar que la Ca-
pacidad de Proceso (Cp) fue de 1.15, lo cual permite
establecer cuantitativamente que la operación permite
satisfacer las necesidades de los clientes al momento
de manufacturar el engrane respecto a las caracte-
rísticas técnicas establecidas en la Ficha de Proceso
que se envía al centro de Maquinado CNC. Esto con
respecto a la Capacidad dentro del potencial, mientras
que para la Capacidad general (Pp) se obtuvo un va-
lor de 1.14. Esta capacidad se establece a largo plazo
mientras que la Capacidad dentro del potencial hace
referencia a la muestra de los 50 engranes que se to-
maron aleatoriamente.
Por otro lado, el Cpk es igual a 0.81, y el Ppk es de
0.80 menor a 1, esto confirma la incapacidad actual de
la operación reflejando la necesidad de plantear pro-
puestas de mejoramiento.
Una vez realizadas las mediciones, se puede indicar
que el Nivel Sigma para la capacidad dentro del poten-
66