
Page 69 - Ingeniantes 621 interactivo
P. 69
Revista Ingeniantes 2019 Año 6 No.2 Vol.1
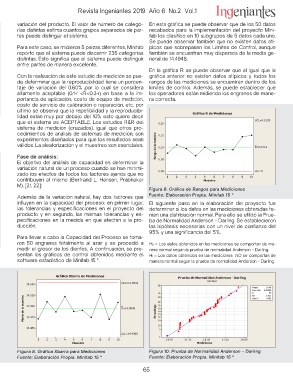
variación del producto. El valor de número de catego- En esta gráfica se puede observar que de los 50 datos
rías distintas estima cuantos grupos separados de par- recabados para la implementación del proyecto Mini-
tes puede distinguir el sistema. tab los clasifico en 10 subgrupos de 5 datos cada uno.
Para este caso, se midieron 5 piezas diferentes, Minitab Se puede observar también que no existen datos atí-
reporto que el sistema puede discernir 235 categorías picos que sobrepasen los Límites de Control, aunque
distintas. Esto significa que el sistema puede distinguir también se encuentran muy dispersos de la media ge-
entre partes de manera excelente. neral de 14.4948.
Con la realización de este estudio de medición se pue- En la gráfica R se puede observar que al igual que la
de determinar que la reproducibilidad tiene un porcen- gráfica anterior no existen datos atípicos y todos los
taje de variación del 0.60% por lo cual se considera rangos de las mediciones se encuentran dentro de los
altamente aceptable (0.1∙r <R<0.3∙r) en base a la im- límites de control. Además, se puede establecer que
portancia de aplicación, costo de equipo de medición, los operadores están midiendo los engranes de mane-
costo de servicio de calibración o reparación, etc. por ra correcta.
último se observa que la repetibilidad y la reproducibi-
lidad están muy por debajo del 10% esto quiere decir Gráfica R de Mediciones
que el sistema es ACEPTABLE. Los estudios R&R del
sistema de medición (cruzados), igual que otros pro- UCL=0.2139
cedimientos de análisis de sistemas de medición, son
experimentos diseñados para que los resultados sean 0.20
válidos. La aleatorización y el muestreo son esenciales.
Fase de análisis: Rango de la muestra 0.15 _
El objetivo del análisis de capacidad es determinar la 0.10 R=0.1012
variación natural de un proceso cuando se han minimi-
zado los efectos de todos los factores ajenos que no 0.05
contribuyen al mismo (Bertrand L. Hansen, Prabhakar
M). [21, 22]: 0.00 LCL=0
Además de la variación natural, hay dos factores que
influyen en la capacidad del proceso: en primer lugar, 1 2 3 4 5 6 7 8 9 10
las tolerancias y especificaciones en el proyecto del Muestra
producto y en segundo, las mismas tolerancias y es-
pecificaciones en la medida en que afectan a la pro- Figura 9. Gráfica de Rangos para Mediciones
ducción. Fuente: Elaboración Propia. Minitab 15 ®
Para llevar a cabo la Capacidad del Proceso se toma-
ron 50 engranes totalmente al azar y se procedió a El siguiente paso en la elaboración del proyecto fue
medir el grosor de los dientes. A continuación, se pre- determinar si los datos en las mediciones obtenidas te-
sentan los gráficos de control obtenidos mediante el nían una distribución normal. Para ello se utilizó la Prue-
software estadístico de Minitab 15 ®. ba de Normalidad Anderson – Darling. Se establecieron
las hipótesis necesarias con un nivel de confianza del
95% y una significancia del 5%.
H0 = Los datos obtenidos en las mediciones se comportan de ma-
nera normal según la prueba de normalidad Anderson – Darling.
H1 = Los datos obtenidos en las mediciones NO se comportan de
manera normal según la prueba de normalidad Anderson – Darling.
Gráfica Xbarra de Mediciones Prueba de Normalidad Anderson - Darling
Normal
UCL=14.5532
14.550 99
Media 14.49
Desv .Est. 0.04394
14.525 95 N 50
14.500
14.475Media de la muestra 90 AD 0.713
Porcentaje Valor P 0.059
80
__ 70
X=14.4948
60
50
40
30
20
14.450 10
5
123 456 789
Muestra LCL=14.4365 1 14.45 14.50 14.55 14.60
10 Mediciones
Figura 8. Gráfica Xbarra para Mediciones 14.40
Fuente: Elaboración Propia. Minitab 15 ®
Figura 10. Prueba de Normalidad Anderson – Darling
Fuente: Elaboración Propia. Minitab 15 ®
65