
Page 9 - revista Ingeniantes 321 Interactivo
P. 9
Revista Ingeniantes 2016 Año 3 No. 2 Vol. 1
Fase de Definición cir el consumo de Horas-Hombre y de consumibles
De acuerdo con la tendencia mostrada se detec- que son ocasionados por los defectos de soldadura
tó un incremento mayor al 3% máximo de defectos en la aplicación de los procesos FCAW y SAW. Se
permisibles en soldadura en los procesos FCAW y determinó al equipo técnico y los expertos, para el
SAW para los proyectos de nueva fabricación en desarrollo de la metodología SS.
la industria naviera. El proyecto se centró en redu-
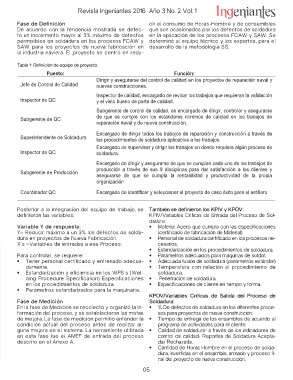
Tabla 1: Definición de equipo de proyecto.
Puesto: Función:
Jefe de Control de Calidad Dirigir y asegurarse del control de calidad en los proyectos de reparación naval y
nuevas construcciones.
Inspector de QC Inspector de calidad, encargado de revisar los trabajos que requieran la validación
y el visto bueno de parte de calidad.
Subgerente de QC Subgerente de control de calidad, es encargado de dirigir, controlar y asegurarse
de que se cumple con los estándares mínimos de calidad en los trabajos de
reparación naval y de nueva construcción.
Superintendente de Soldadura Encargado de dirigir todos los trabajos de reparación y construcción a través de
Inspector de QC los procedimientos de soldadura aplicables a los trabajos.
Encargado de supervisar y dirigir los trabajos en donde requiera algún proceso de
soldadura.
Subgerente de Producción Encargado de dirigir y asegurarse de que se cumplan cada uno de los trabajos de
producción a través de sus 9 disciplinas para dar satisfacción a los clientes y
asegurarse de que se cumpla la rentabilidad y productividad de la propia
organización
Coordinador QC Encargado de identificar y seleccionar el proyecto de caso éxito para el astillero
Posterior a la integración del equipo de trabajo, se También se definieron los KPIV y KPOV:
definieron las variables: KPIV/Variables Críticas de Entrada del Proceso de Sol-
Variable Y de respuesta: dadura:
Y= Reducir máximo a un 3% los defectos de solda- • Material Acero que cumpla con las especificaciones
dura en proyectos de Nueva Fabricación.
X´s =Variables de entradas a ese Proceso: (certificado de fabricación de Material).
Para controlar, se requiere: • Personal de soldadura certificado en los procesos ne-
• Tener personal certificado y entrenado adecua-
cesarios.
damente. • Estandarización en los procedimientos de soldadura.
• Estandarización y eficiencia en los WPS´s (Wel- • Parámetros adecuados para máquinas de soldar.
• Adecuada fusión de soldadura (parámetros estándar)
ding Procedure Specification) Especificaciones • Temperatura con relación al procedimiento de
en los procedimientos de soldadura.
• Parámetros estandarizados para la maquinaria. soldadura.
Fase de Medición • Penetración de soldadura.
En la fase de Medición se recolectó y organizó la in- • Especificaciones de cliente en tiempo y forma.
formación del proceso, y se establecieron las metas KPOV/Variables Críticas de Salida del Proceso de
de mejora. La fase de medición permitió entender la Soldadura:
condición actual del proceso antes de realizar al- • % De defectos de soldadura en los diferentes proce-
guna mejora en el sistema. La herramienta utilizada
en esta fase fue el AMEF de entrada del proceso sos para proyectos de nueva construcción.
descrito en el Anexo A. • Tiempo de entrega de los ensambles de acuerdo al
programa de actividades para el cliente.
• Calidad de soldadura- a través de los indicadores de
control de calidad- Reportes de Soldadura Acepta-
da/ Rechazada.
• Cantidad de Horas Hombre en el proceso de solda-
dura, invertidas en el ensamble, armado y proceso fi-
nal del proyecto de nueva construcción.
05