
Page 23 - Ingeniantes Misantla 711
P. 23
Revista Ingeniantes 2020 Año 7 No. 1 Vol. 1
cada uno de los operadores en la carga y descarga
del material, con el fin de optimizar el número de ope-
radores en cada parte del proceso. Se hizo un análisis
estadístico en Minitab 17® y con esto la evaluación del
desempeño de los operadores.
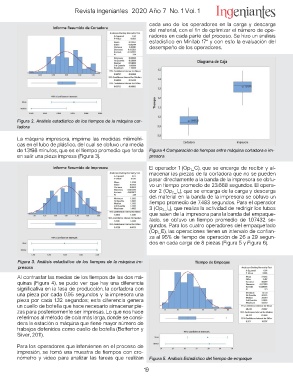
Figura 2. Análisis estadístico de los tiempos de la máquina cor-
tadora
La máquina impresora, imprime las medidas milimétri- Figura 4 Comparación de tiempos entre máquina cortadora e im-
cas en el tubo de plástico, del cual se obtuvo una media presora
de 1.3198 minutos, que es el tiempo promedio que tarda
en salir una pieza impresa (Figura 3).
El operador 1 (Op1_C), que se encarga de recibir y al-
macenar las piezas de la cortadora que no se pueden
pasar directamente a la banda de la impresora se obtu-
vo un tiempo promedio de 23.668 segundos. El opera-
dor 2 (Op2_Ie), que se encarga de la carga y descarga
del material en la banda de la impresora se obtuvo un
tiempo promedio de 7.483 segundos. Para el operador
3 (Op3_Is), que realiza la actividad de redirigir los tubos
que salen de la impresora para la banda del empaque-
tado, se obtuvo un tiempo promedio de 1.07432 se-
gundos. Para los cuatro operadores del empaquetado
(Opi_E), las operaciones tienen un intervalo de confian-
za al 95% de tiempo de operación de 26 a 29 segun-
dos en cada carga de 8 piezas (Figura 5 y Figura 6).
Figura 3. Análisis estadístico de los tiempos de la máquina im-
presora
Al contrastar las medias de los tiempos de las dos má-
quinas (Figura 4), se pudo ver que hay una diferencia
significativa en la tasa de producción, la cortadora con
una pieza por cada 0.95 segundos y la impresora una
pieza por cada 1.32 segundos; esta diferencia genera
un cuello de botella que hace necesario almacenar pie-
zas para posteriormente ser impresas. Lo que nos hace
referirnos al método de cola más larga, donde se consi-
dera la estación o máquina que tiene mayor número de
trabajos detenidos como cuello de botella (Betterton y
Silver, 2011).
Para los operadores que intervienen en el proceso de
impresión, se tomó una muestra de tiempos con cro-
nómetro y video para analizar las tareas que realizan Figura 5. Análisis Estadístico del tiempo de empaque
19